商品介紹
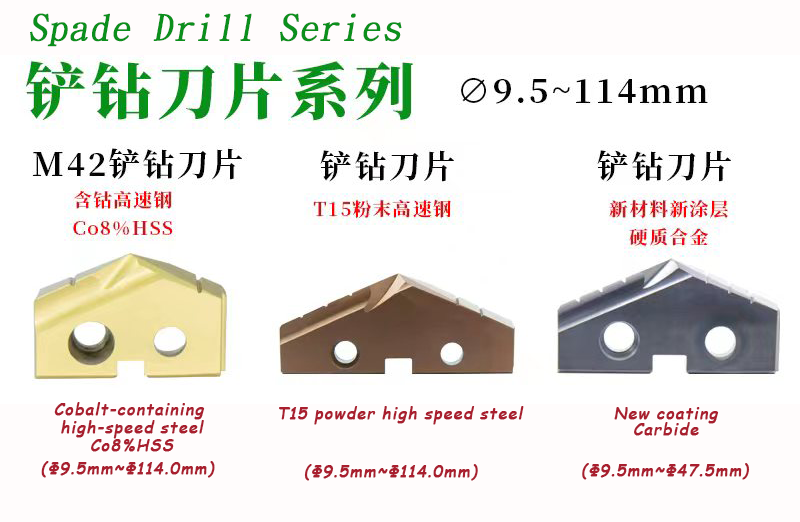
鏟形鑽頭刀片
加工不同材質的工件時,應選擇不同材質的鏟鑽頭進行加工。
鏟鑽刀片材質分為
1. 硬質合金(φ9.5mm~φ47.5mm)採用Balzers塗層
2.粉末高速鋼(φ9.5mm~φ114.0mm)
3.含鈷高速鋼(φ9.5mm~φ114.0mm)
加工不同材質的工件時,應選擇不同材質的鏟鑽頭進行加工。
鏟鑽刀片材質分為
1. 硬質合金(φ9.5mm~φ47.5mm)採用Balzers塗層
2.粉末高速鋼(φ9.5mm~φ114.0mm)
3.含鈷高速鋼(φ9.5mm~φ114.0mm)
同一鏟形鑽桿心軸上可安裝三種材質、相同直徑的刀片。
可以大幅降低客戶在刀架上的採購成本。
可以大幅降低客戶在刀架上的採購成本。
1.立鑽、搖臂鑽建議使用高速鋼及粉末高速鋼刀片。
不建議使用硬質合金刀片。工具機轉速低,剛性差,間隙較大,容易造成硬質合金刀片跳動。
2.所有鏟鑽工具架均有一個中央出水口。建議盡可能使用高壓內冷卻液。這將大大延長刀片的使用壽命,並且更有利於排屑。
3.鏟形鑽刀片全部採用斷屑槽設計,加工的鐵屑均為小切屑。與傳統麻花鑽加工的長切屑相比,小切屑更容易排出,無需後退斷屑。 ,可打到底,縮短加工時間,提高加工效率。
4.鏟鑽刀片具有自定心功能,雙刃刀片受力對稱均勻,適合加工深孔。
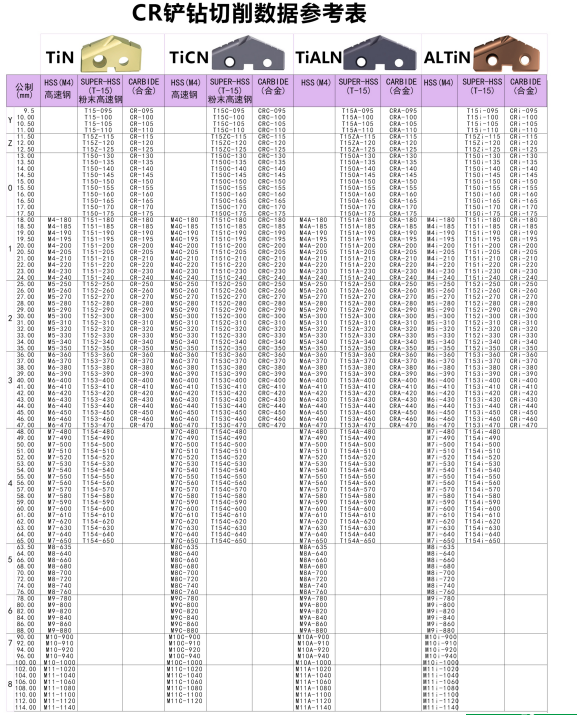
鏟鑽製程參數計算
鑽孔高速鋼及粉末高速鋼刀片的線速度為20-40公尺。
硬質合金刀片的線速度為50-60米,鏟鑽刀片每轉進給量可達0.1-0.6mm/轉。
鑽孔高速鋼及粉末高速鋼刀片的線速度為20-40公尺。
硬質合金刀片的線速度為50-60米,鏟鑽刀片每轉進給量可達0.1-0.6mm/轉。
A、鑽進速率計算公式為:S=VC*1000/3.14/Dc
(S為旋轉速度,Vc為線速度,Dc為刀片直徑)
B、進給計算公式為:Vf=Fr*S
(Vf為進給量,Fr為每鑽進給量,S為轉速)
C加工時間公式為:Tc=H/Vf*60
(Tc為加工時間、H為孔深、Vf為進給)
(S為旋轉速度,Vc為線速度,Dc為刀片直徑)
B、進給計算公式為:Vf=Fr*S
(Vf為進給量,Fr為每鑽進給量,S為轉速)
C加工時間公式為:Tc=H/Vf*60
(Tc為加工時間、H為孔深、Vf為進給)
速度與進給計算範例
加工直徑20mm,深度100mm,
選用粉末高速鋼刀片,線速度以40公尺計算。
S=40*1000/3.14/20=636(建議每分鐘鑽孔速度為
F600-650左右)
Vf=0.2*636=127(建議每分鐘進給量為S110-130
關於)
Tc=100/127*60=47(處理時間約50秒)
加工直徑20mm,深度100mm,
選用粉末高速鋼刀片,線速度以40公尺計算。
S=40*1000/3.14/20=636(建議每分鐘鑽孔速度為
F600-650左右)
Vf=0.2*636=127(建議每分鐘進給量為S110-130
關於)
Tc=100/127*60=47(處理時間約50秒)
使用注意事項
1.使用鏟鑽時,必須有中央出水口,有利於延長刀具壽命及提供更好的排屑效果;
2.首次使用該工具時,建議在剛進入工具準備鑽通時將參數降低10-15%。
3.若長度超過8D,使用前必須預先鑽一個相同直徑的引導孔。導孔的深度為孔徑的1-2倍,可大幅減少鑽頭偏斜的問題。
4.鑽孔鐵渣一般呈碎片狀。處理時要注意鐵渣的聲音和形狀。若出現條狀鐵渣,須及時調整使用參數;
5.加工通孔時,孔鑽完後退刀。注意不要將刀片完全伸出孔外,避免刀片縮回時撞擊工件造成損壞;
1.使用鏟鑽時,必須有中央出水口,有利於延長刀具壽命及提供更好的排屑效果;
2.首次使用該工具時,建議在剛進入工具準備鑽通時將參數降低10-15%。
3.若長度超過8D,使用前必須預先鑽一個相同直徑的引導孔。導孔的深度為孔徑的1-2倍,可大幅減少鑽頭偏斜的問題。
4.鑽孔鐵渣一般呈碎片狀。處理時要注意鐵渣的聲音和形狀。若出現條狀鐵渣,須及時調整使用參數;
5.加工通孔時,孔鑽完後退刀。注意不要將刀片完全伸出孔外,避免刀片縮回時撞擊工件造成損壞;
產品細節