基本信息
物流方式:快遞, 空運, 陸運, 海運
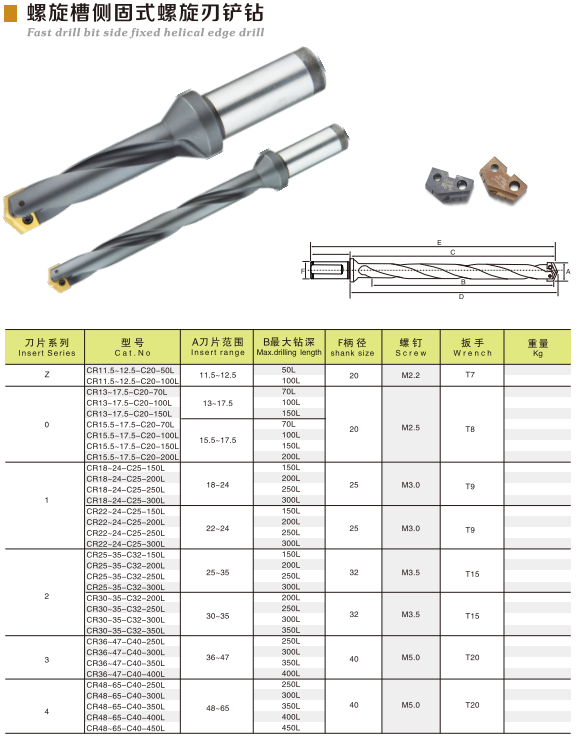
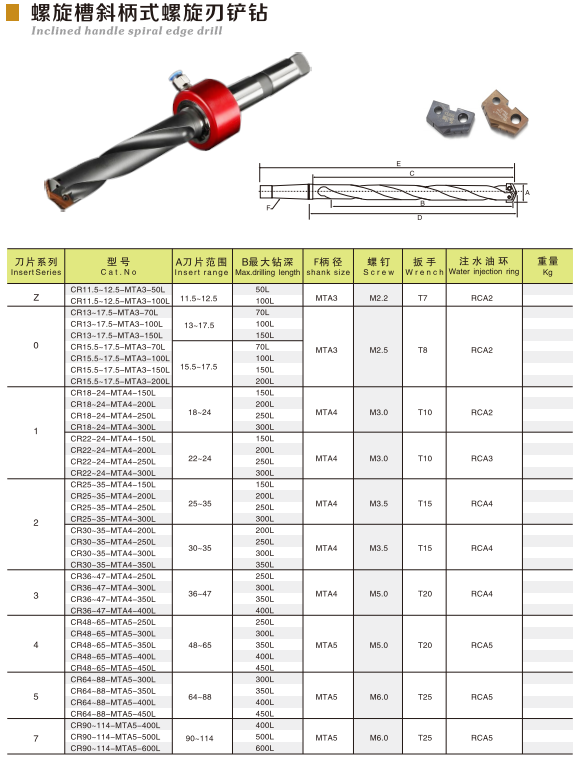
規格編號:CR00~00-00-C00
商品介紹
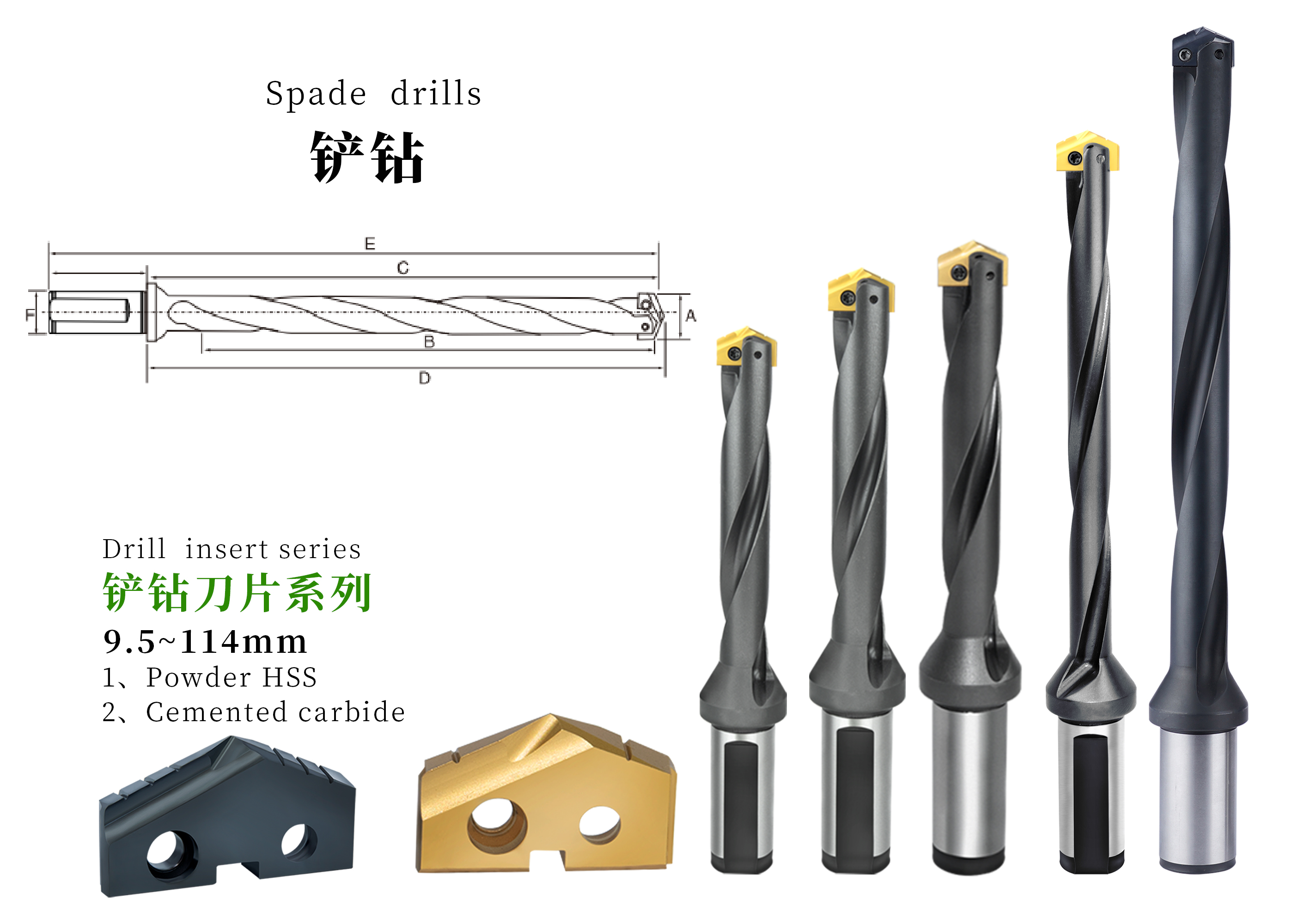
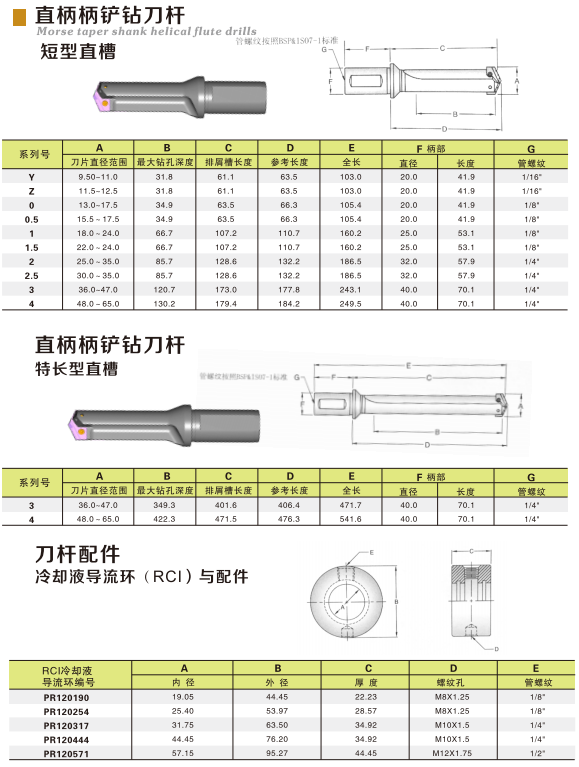
鏟形鑽頭支架
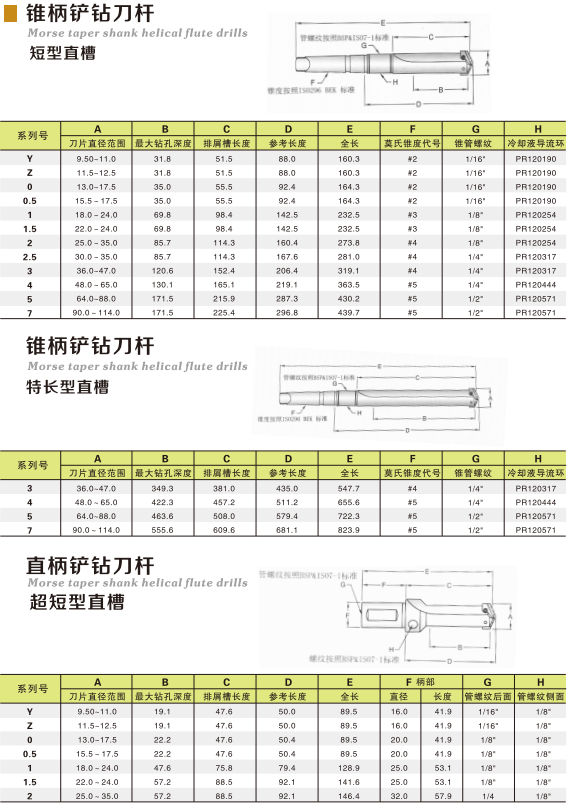
直徑範圍:ø9.5mm~~ø114mm
有效長度:
50/70/100/150/200/250/300/
350/400/450/500毫米
刀片設計適合深孔加工。
螺旋刀片設計和中央出水口(內部冷卻)優化了排屑功能。
單一刀架可以搭配多種規格的刀片,經濟實惠。
*刀桿長度可依加工需求客製。
鏟鑽鑲件模具毛坯現貨
48MM以下常規生產
(含48MM)
常規刀片生產
整數和 0.5
也可以產生小數
根據客戶需求。
送貨時間一般為2-3天
直徑範圍:ø9.5mm~~ø114mm
有效長度:
50/70/100/150/200/250/300/
350/400/450/500毫米
刀片設計適合深孔加工。
螺旋刀片設計和中央出水口(內部冷卻)優化了排屑功能。
單一刀架可以搭配多種規格的刀片,經濟實惠。
*刀桿長度可依加工需求客製。
鏟鑽鑲件模具毛坯現貨
48MM以下常規生產
(含48MM)
常規刀片生產
整數和 0.5
也可以產生小數
根據客戶需求。
送貨時間一般為2-3天
使用說明
鏟鑽加工參數
8倍直徑以上刀架的使用方法(垂直、水平相同)
1.導孔加工
使用與深孔直徑相同的短刀柄來建立一個深度至少為直徑 2 倍的引導孔。
請使用與深孔鑽頭尖端角相同的刀片,或使用尖端角大於深孔鑽頭的刀片。
2.深孔鑽頭的插入
將轉速最多設定為50RPM,進給固定為F=300mm/min,關閉冷卻液,在上述條件下將深孔鑽頭插入距導孔末端1~3mm處。
3.加工盲孔時
速度和進給設定為建議值的 100%。進行深孔加工時,請確認切屑的排出狀況及工具機的負載率。請不要採用分段進料的方式來加工。
*實際加工時若無法折斷切屑,請採用分段加工。分段送料時,先從4mm開始,逐漸增加分段加工的長度。
*若工具機負荷率變化劇烈,可能是由於切屑堵塞所致。為了防止鑽頭損壞,請中斷加工並檢查切削條件和刀片形狀。
4. 通孔加工時(開孔前)
在鑽尖露出之前,將速度S設定為建議值的50%,進給F設定為建議值的75%。
如果開口為斜孔,請在鑽頭任何部分露出之前進行與上述相同的設定。
鑽頭切割刃必須露出至少3mm才可以拔出鑽頭。
5. 如何拔出鑽頭
拔出鑽頭時,轉速最高設定為50rpm
深孔加工過程中註意事項
*使用8倍或以上直徑的鏟鑽刀具桿時,請務必鑽1D-2D引導孔。
*請使用盡可能多的冷卻劑。
切割過程中如果出現振動,可能會導致螺栓鬆動。
首先,請檢查螺栓的緊固情況。
莫氏鏟形鑽(需配冷卻環)
使用鏟鑽的注意事項
1.請均勻鎖緊左右刀片緊固螺栓
2. 準備工作時不要觸摸刀尖
3.請參考鏟鑽加工參數表,確認切削速度、切削進給立式與水平相同。
使用短刀柄加工導孔,並使用與8倍直徑以上刀柄相同的刀片來確認切屑處理
用直徑8倍以上、與導孔鑽頭直徑相同的刀桿插入導孔,低速旋轉,快速進給,開始冷卻
提前1~2mm進行切割旋轉,開始切割。
切割出料時,確認機械設備的負載表,同時進行切割。
低速旋轉及高速送料返回原位(參考下圖)
深孔加工過程中註意事項
*使用8倍或以上直徑的鏟鑽刀具桿時,請務必鑽1D-2D引導孔。
*請使用盡可能多的冷卻劑。
切割過程中如果出現振動,可能會導致螺栓鬆動。
首先,請檢查螺栓的緊固情況。
產品細節