製品ディテール
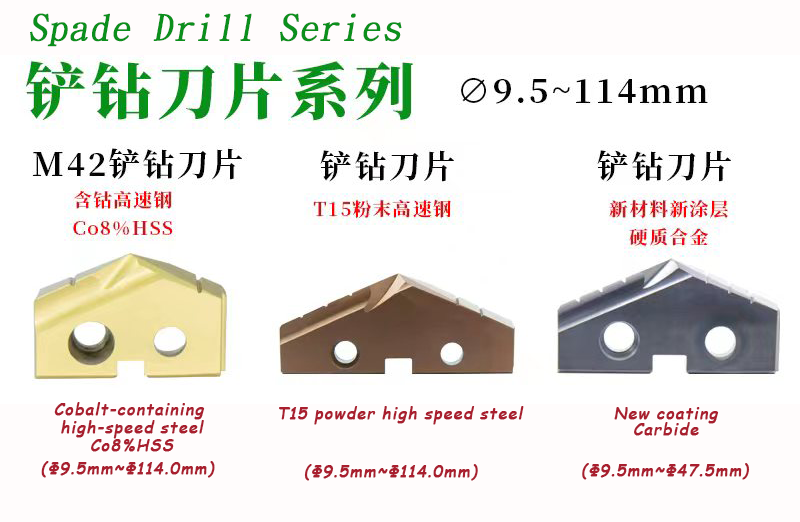
スペードドリルインサート
異なる材質のワークピースを加工する場合は、加工する材質の異なるスペードドリルビットを選択してください。
スペードドリルインサートの材質は、
1. 超硬合金(Φ9.5mm~Φ47.5mm)はバルザースコーティングを採用
2.粉末ハイス鋼(Φ9.5mm~Φ114.0mm)
3.コバルト含有高速度鋼(Φ9.5mm~Φ114.0mm)
異なる材質のワークピースを加工する場合は、加工する材質の異なるスペードドリルビットを選択してください。
スペードドリルインサートの材質は、
1. 超硬合金(Φ9.5mm~Φ47.5mm)はバルザースコーティングを採用
2.粉末ハイス鋼(Φ9.5mm~Φ114.0mm)
3.コバルト含有高速度鋼(Φ9.5mm~Φ114.0mm)
同じスペードドリルアーバーに、同じ直径の 3 つの材質のインサートを取り付けることができます。
顧客のツールホルダーの購入コストを大幅に削減できます。
顧客のツールホルダーの購入コストを大幅に削減できます。
1. 垂直ドリルおよびラジアルドリルには、高速度鋼および粉末高速度鋼インサートの使用をお勧めします。
超硬インサートの使用は推奨されません。工作機械の速度が遅く、剛性が悪く、隙間が大きいため、超硬インサートが飛び出しやすくなります。
2. すべてのスペードドリルツールホルダーには中央の排水口があります。可能な限り高圧内部クーラントを使用することをお勧めします。これにより、インサートの耐用年数が大幅に延び、チップの除去が容易になります。
3. すべてのスペードドリルインサートはチップブレーカー付きで設計されており、処理された鉄チップはすべて小さなチップです。従来のツイストドリルで処理された長いチップと比較して、小さなチップはチップを破砕するために後退する必要がなく、簡単に除去できます。底に当たることで処理時間を短縮し、処理効率を向上させることができます。
4.スペードドリルインサートは自動センタリング機能を備えており、両刃インサートは対称で均一な力に耐えるため、深穴の加工に適しています。
スペードドリリング処理パラメータの計算
ドリル加工された高速度鋼と粉末高速度鋼インサートの線速度は20〜40メートルです。
超硬インサートの線速度は 50 ~ 60 メートルで、スペードドリルインサートの 1 回転あたりの送りは 1 回転あたり 0.1 ~ 0.6 mm に達します。
ドリル加工された高速度鋼と粉末高速度鋼インサートの線速度は20〜40メートルです。
超硬インサートの線速度は 50 ~ 60 メートルで、スペードドリルインサートの 1 回転あたりの送りは 1 回転あたり 0.1 ~ 0.6 mm に達します。
A. 掘削速度の計算式は、S=VC*1000/3.14/Dcです。
(Sは回転速度、Vcは線速度、Dcはインサート径)
B. フィード計算式は、Vf=Fr*Sです。
(Vfは送り、Frはドリルあたりの送り、Sは回転速度)
C処理時間の計算式は、Tc=H/Vf*60です。
(Tcは処理時間、Hは穴の深さ、Vfは送り)
(Sは回転速度、Vcは線速度、Dcはインサート径)
B. フィード計算式は、Vf=Fr*Sです。
(Vfは送り、Frはドリルあたりの送り、Sは回転速度)
C処理時間の計算式は、Tc=H/Vf*60です。
(Tcは処理時間、Hは穴の深さ、Vfは送り)
速度と送りの計算例
加工径20mm、深さ100mm、
粉末ハイスインサートを選択すると、線速度は 40 メートルとして計算されます。
S=40*1000/3.14/20=636(1分あたりの推奨掘削速度は
F600-650程度)
Vf=0.2*636=127(1分あたりの推奨送り量はS110-130)
について)
Tc=100/127*60=47(処理時間は約50秒)
加工径20mm、深さ100mm、
粉末ハイスインサートを選択すると、線速度は 40 メートルとして計算されます。
S=40*1000/3.14/20=636(1分あたりの推奨掘削速度は
F600-650程度)
Vf=0.2*636=127(1分あたりの推奨送り量はS110-130)
について)
Tc=100/127*60=47(処理時間は約50秒)
使用上の注意
1. スペードドリルを使用する場合は、中央に水出口が必要です。これにより、工具の寿命が延び、チップの除去効果が向上します。
2. ツールを初めて使用する場合、ツールを入力してドリルスルーの準備をするときに、パラメータを 10 ~ 15% 下げることをお勧めします。
3.長さが8Dを超える場合は、使用前に同じ直径の下穴をあけておく必要があります。下穴の深さは穴径の1〜2倍で、ドリルビットのずれの問題を大幅に軽減できます。
4. ドリルで穴を開けた鉄スラグは、通常、破片状になっています。加工中に鉄スラグの音と形状に注意してください。鉄スラグの細片が現れた場合は、使用パラメータを適時に調整する必要があります。
5. 貫通穴を加工する場合は、穴をあけるときに工具を引き戻します。引き戻すときにインサートがワークピースに当たって損傷しないように、インサートが穴から完全に出ないように注意してください。
1. スペードドリルを使用する場合は、中央に水出口が必要です。これにより、工具の寿命が延び、チップの除去効果が向上します。
2. ツールを初めて使用する場合、ツールを入力してドリルスルーの準備をするときに、パラメータを 10 ~ 15% 下げることをお勧めします。
3.長さが8Dを超える場合は、使用前に同じ直径の下穴をあけておく必要があります。下穴の深さは穴径の1〜2倍で、ドリルビットのずれの問題を大幅に軽減できます。
4. ドリルで穴を開けた鉄スラグは、通常、破片状になっています。加工中に鉄スラグの音と形状に注意してください。鉄スラグの細片が現れた場合は、使用パラメータを適時に調整する必要があります。
5. 貫通穴を加工する場合は、穴をあけるときに工具を引き戻します。引き戻すときにインサートがワークピースに当たって損傷しないように、インサートが穴から完全に出ないように注意してください。
製品情報