ディテール
配送方法:エクスプレス、航空、陸、海
規格番号:CR00~00-00-C00
製品ディテール
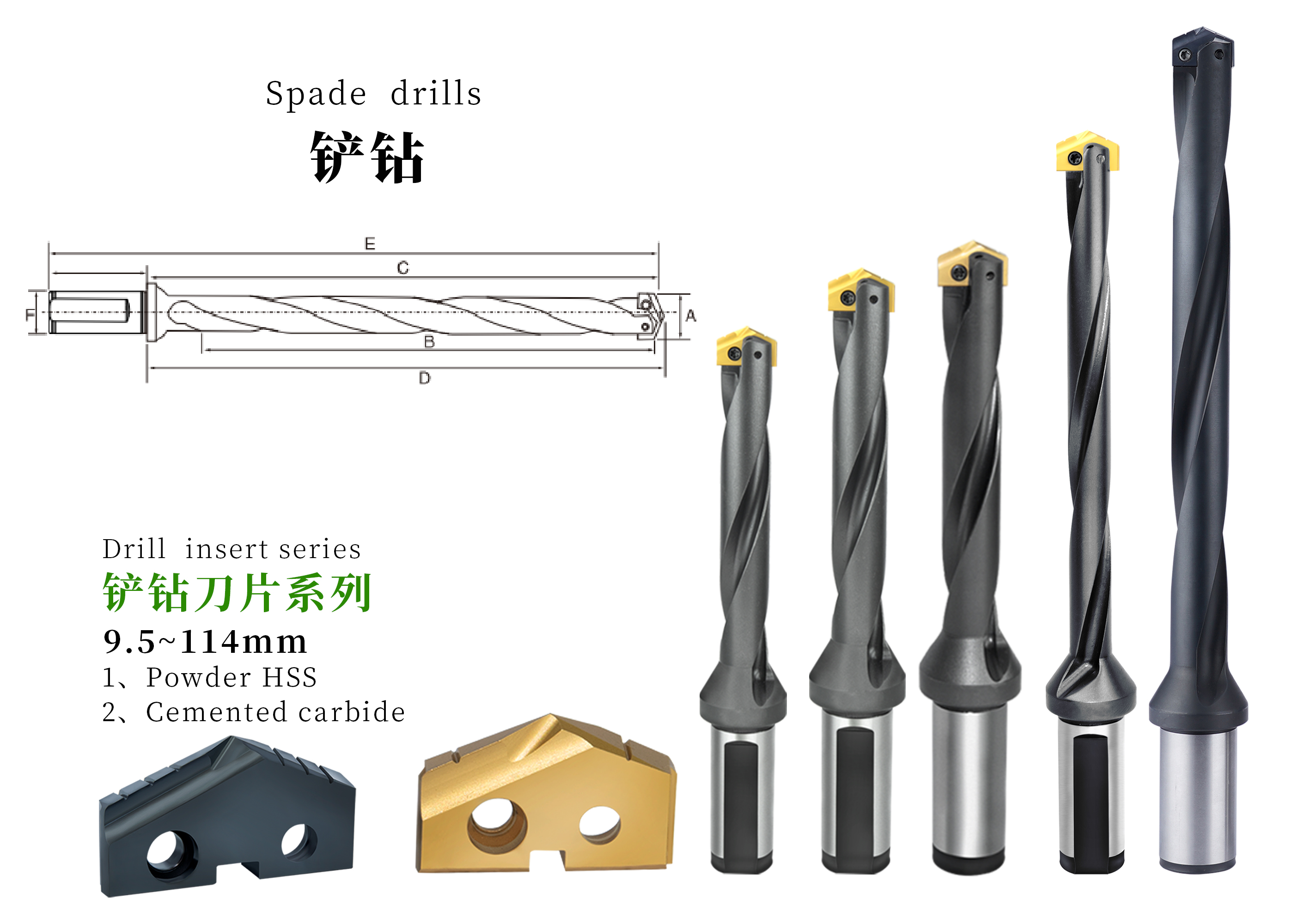
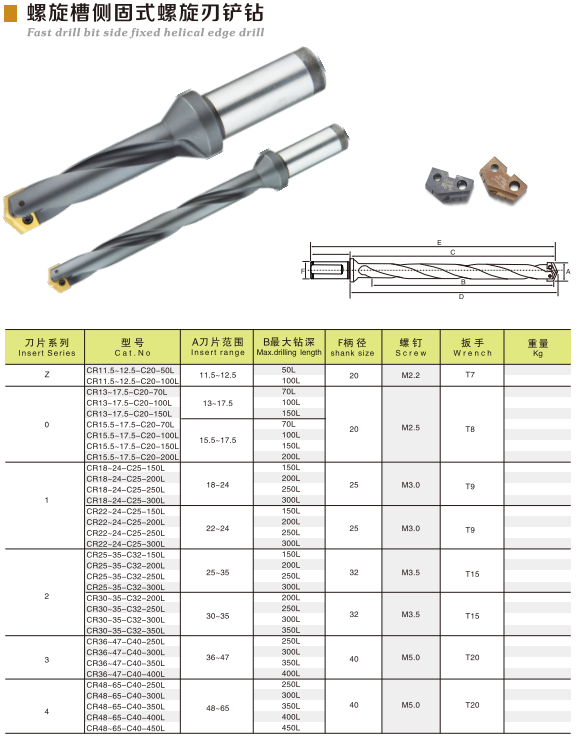
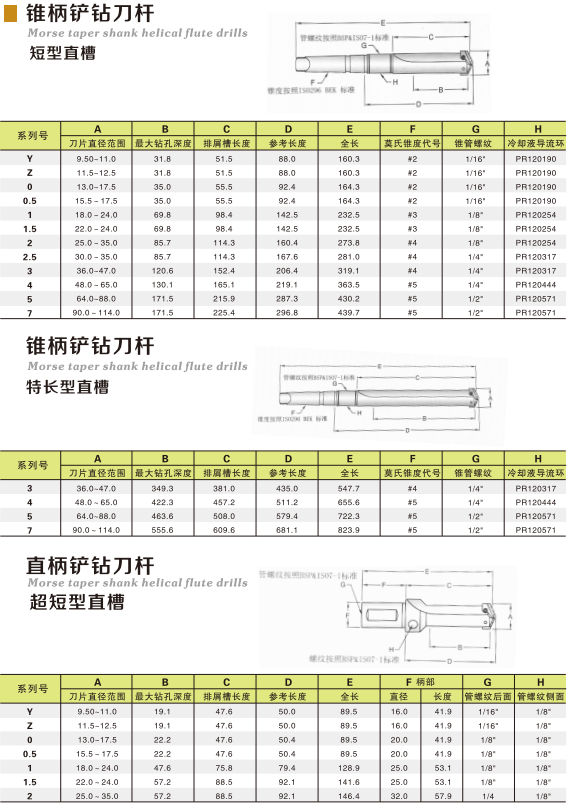
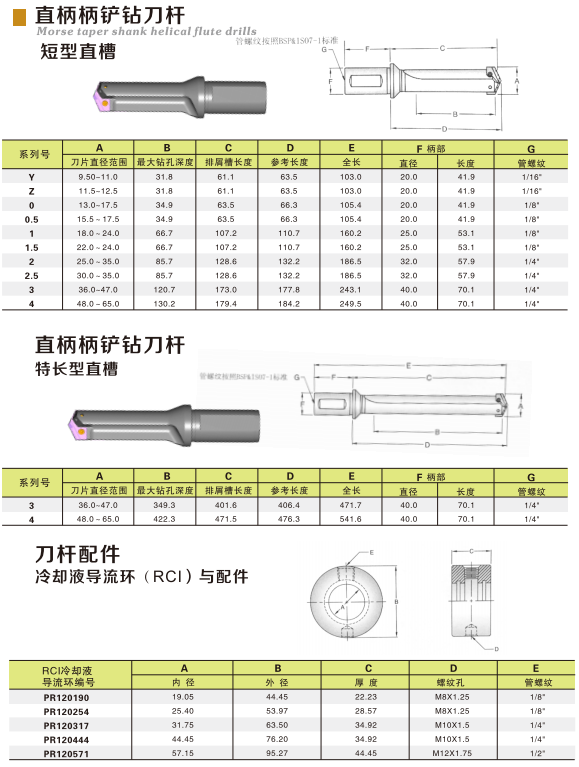
スペードドリルホルダー
直径範囲: ø9.5mm~ø114mm
有効長さ:
50/70/100/150/200/250/300/
350/400/450/500mm
インサート設計は深穴加工に適しています。
スパイラルインサート設計と中央水出口(内部冷却)により、チップ除去機能が最適化されます。
1つのツールホルダーで複数の仕様のインサートが使用できるため経済的です。
*ツールバーの長さは処理のニーズに応じてカスタマイズできます。
スペードドリルインサート金型の空白部分
48MM以下の従来生産
(48MM含む)
従来のインサートは
整数と0.5
小数点も生成できる
顧客のニーズに応じて。
配達時間は通常2〜3日です
直径範囲: ø9.5mm~ø114mm
有効長さ:
50/70/100/150/200/250/300/
350/400/450/500mm
インサート設計は深穴加工に適しています。
スパイラルインサート設計と中央水出口(内部冷却)により、チップ除去機能が最適化されます。
1つのツールホルダーで複数の仕様のインサートが使用できるため経済的です。
*ツールバーの長さは処理のニーズに応じてカスタマイズできます。
スペードドリルインサート金型の空白部分
48MM以下の従来生産
(48MM含む)
従来のインサートは
整数と0.5
小数点も生成できる
顧客のニーズに応じて。
配達時間は通常2〜3日です
使用方法
ショベル掘削処理パラメータ
直径8倍以上のツールホルダーの使い方(縦型・横型共通)
1.ガイド穴加工
深穴と同じ直径の短い工具シャンクを使用して、直径の 2 倍以上の深さの下穴を作成します。
深穴ドリルと同じ先端角度の刃、または深穴ドリルよりも角度の大きい刃を使用してください。
2.深穴ドリルビットの挿入
回転速度を最大50RPMに設定し、送りをF=300mm/minに固定し、クーラントを止め、上記の条件で深穴ドリルビットを下穴の端から1~3mm挿入します。
3. 止まり穴を加工する場合
速度と送りは推奨値の100%に設定されています。深穴加工時は切りくず排出状況と工作機械の負荷率を確認してください。分割送り方式での加工は行わないでください。
※実際の加工時に切りくずを破断できない場合は、分割加工を行ってください。分割して送り込む場合は、4mmから始めて徐々に分割加工の長さを長くしてください。
※工作機械の負荷率が急激に変化した場合は、切りくず詰まりが原因の可能性があります。ドリルビットの破損を防ぐため、加工を中断し、切削条件や刃先形状を見直してください。
4. スルーホール加工時(開口直前)
ドリルの先端が露出する前に、速度 S を推奨値の 50% に設定し、送り F を推奨値の 75% に設定します。
開口部が斜め穴の場合は、ドリルビットの一部が露出する前に上記と同じ設定を行ってください。
ドリルビットを引き抜く前に、ドリルビットの刃先が少なくとも 3 mm 露出している必要があります。
5. ドリルビットの抜き方
ドリルビットを引き抜くと、回転速度は最大50rpmに設定されます
深穴加工工程における注意事項
※直径8倍以上のショベルドリルツールバーを使用する場合は、必ず1D-2Dの下穴を開けてください。
※冷却剤はできるだけ多めにご使用ください。
切断中に振動があるとボルトが緩む可能性があります。
まず最初にボルトの締め具合を確認してください。
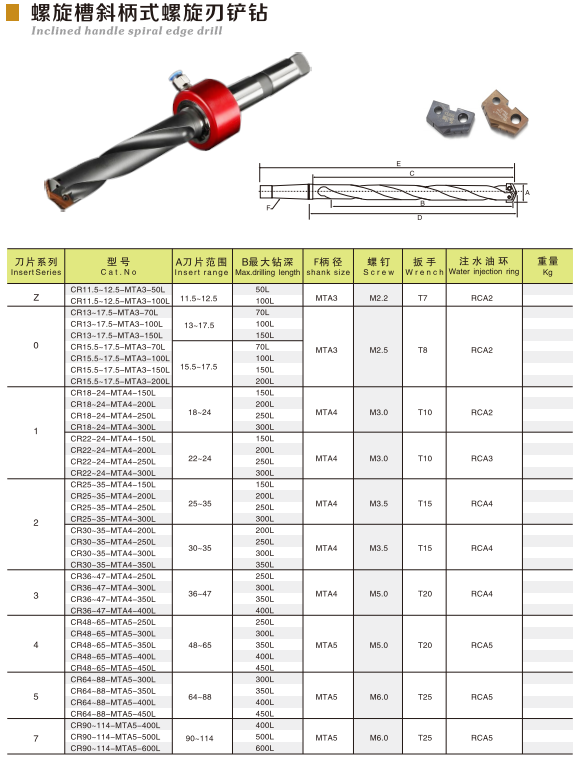
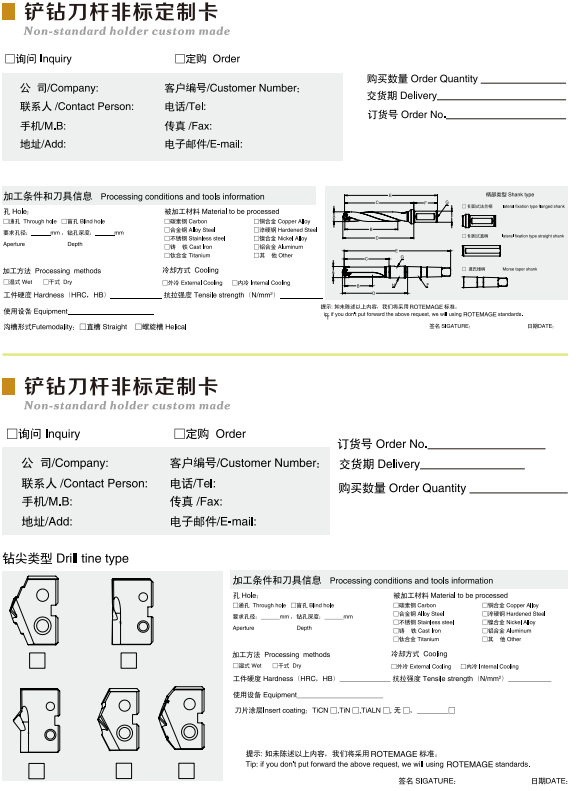
モーススペードドリル(冷却リングが必要)
スペードドリル使用上の注意
1.ブレード締め付けボルトを左右均等に締め付けてください。
2. 作業の準備中にナイフの先端に触れないでください
3.スペードドリルの加工パラメータ表を参照して、切削速度、切削送りが垂直タイプと水平タイプで同じであることを確認してください。
短い工具シャンクを使用してパイロット穴を加工し、8倍径以上の工具シャンクと同じインサートを使用して切りくずの排出を確認します。
パイロット穴ドリルビットの直径の8倍以上で同じ直径のツールバーでパイロット穴に挿入し、低速で回転させ、素早く送り込み、冷却を開始します。
事前に1~2mm切削回転を行ってから切削を開始します。
切断・排出時は機械設備の負荷表を確認し、切断も同時に行ってください。
低速回転、高速送りで元の位置に戻る(下の写真参照)
深穴加工工程における注意事項
※直径8倍以上のショベルドリルツールバーを使用する場合は、必ず1D-2Dの下穴を開けてください。
※冷却剤はできるだけ多めにご使用ください。
切断中に振動があるとボルトが緩む可能性があります。
まず最初にボルトの締め具合を確認してください。
製品情報