Détails essentiels
Expédition:Express, aérien, terrestre, maritime
numéro de spécification:CR00~00-00-C00
Introduction du produit
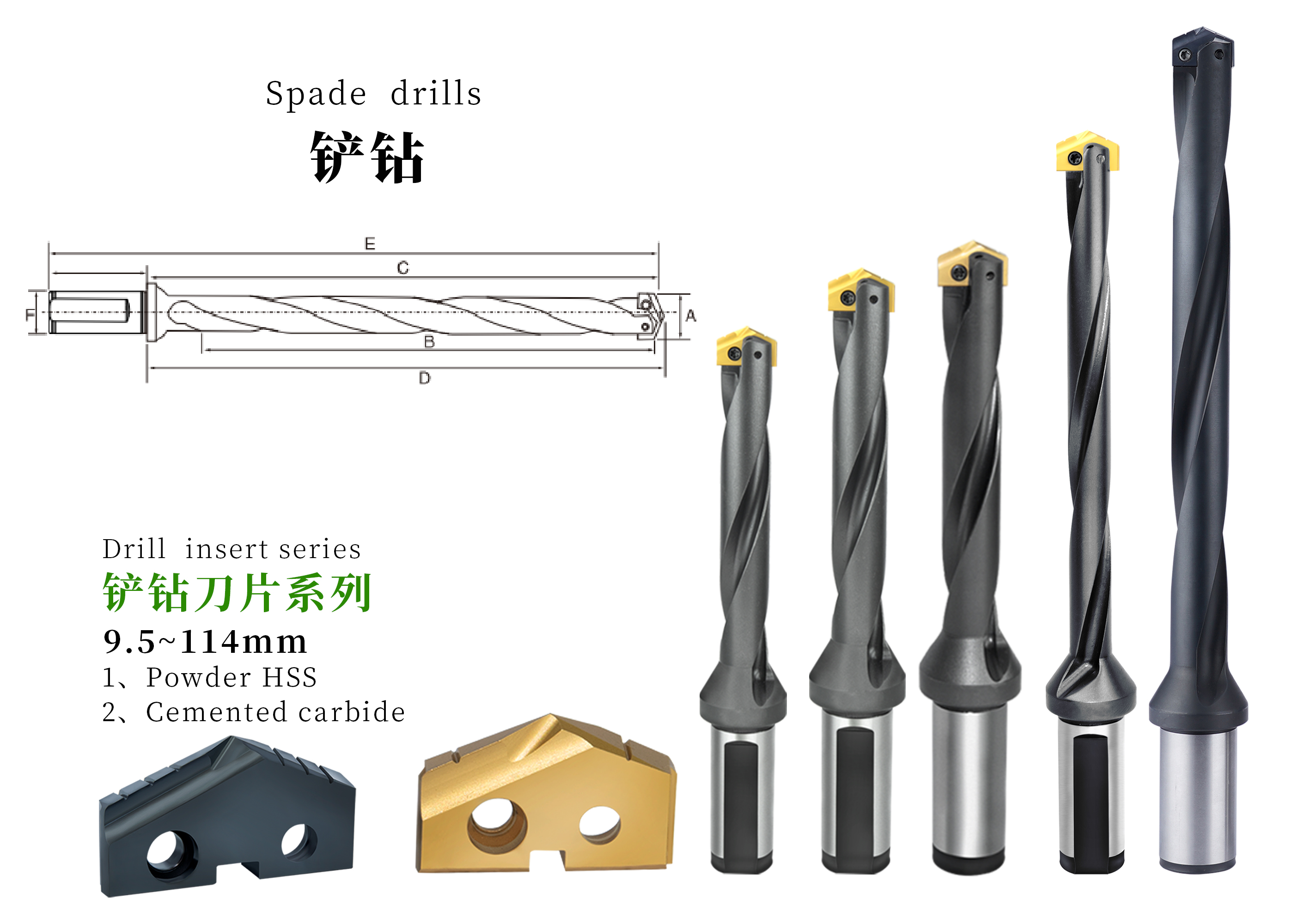
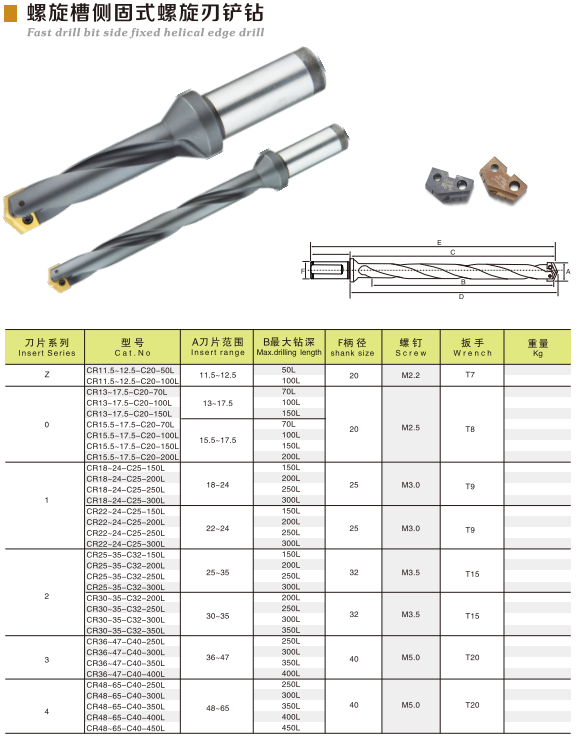
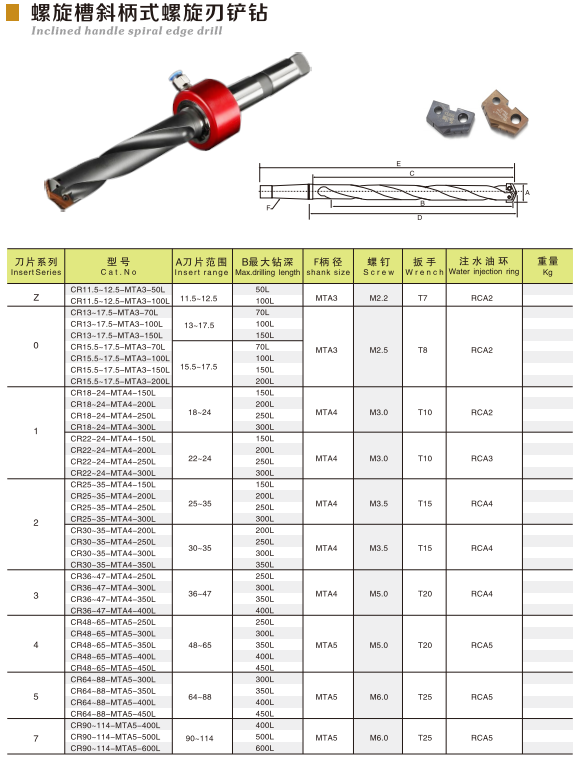
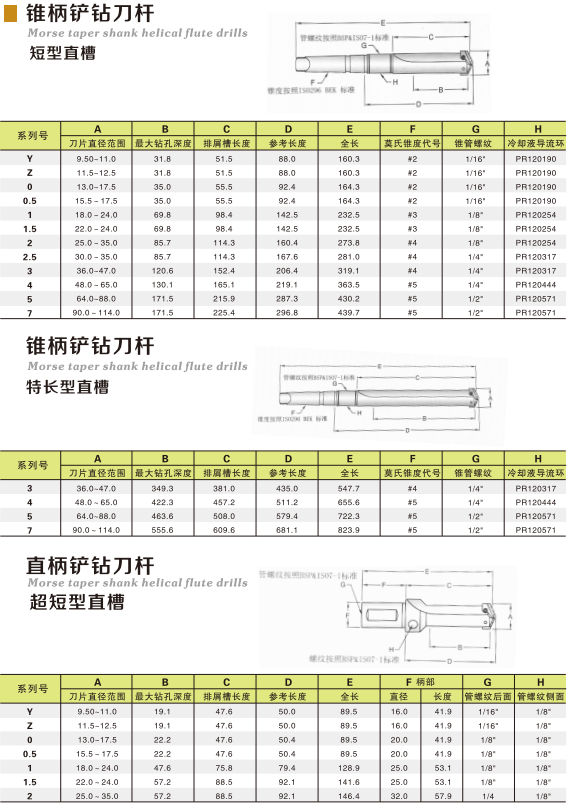
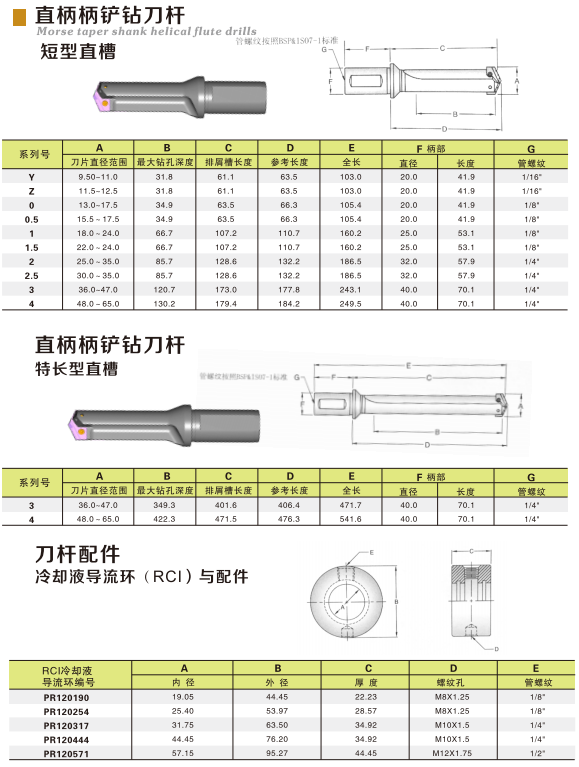
Porte-forets à bêche
Plage de diamètres : ø9,5 mm~~ø114 mm
Longueur effective :
50/70/100/150/200/250/300/
350/400/450/500 mm
La conception de l'insert est adaptée à l'usinage de trous profonds.
La conception de l'insert en spirale et la sortie d'eau centrale (refroidissement interne) optimisent la fonction d'élimination des copeaux.
Un seul porte-outil peut être utilisé avec plusieurs spécifications d'inserts, ce qui est économique.
*La longueur de la barre d'outils peut être personnalisée en fonction des besoins de traitement.
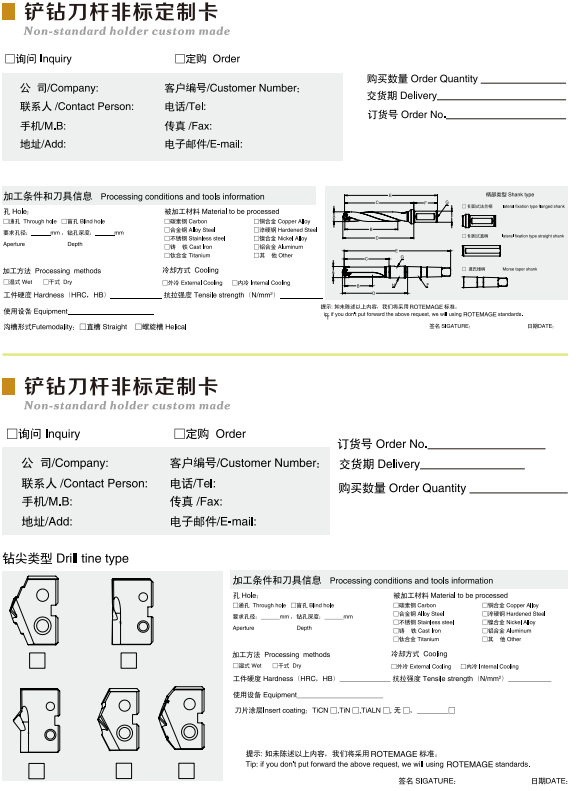
Emplacement vierge du moule d'insertion de foret plat
Production conventionnelle inférieure à 48 MM
(y compris 48MM)
Les inserts conventionnels produisent
entiers et 0,5
les décimales peuvent également être produites
selon les besoins du client.
Le délai de livraison est généralement de 2 à 3 jours
Plage de diamètres : ø9,5 mm~~ø114 mm
Longueur effective :
50/70/100/150/200/250/300/
350/400/450/500 mm
La conception de l'insert est adaptée à l'usinage de trous profonds.
La conception de l'insert en spirale et la sortie d'eau centrale (refroidissement interne) optimisent la fonction d'élimination des copeaux.
Un seul porte-outil peut être utilisé avec plusieurs spécifications d'inserts, ce qui est économique.
*La longueur de la barre d'outils peut être personnalisée en fonction des besoins de traitement.
Emplacement vierge du moule d'insertion de foret plat
Production conventionnelle inférieure à 48 MM
(y compris 48MM)
Les inserts conventionnels produisent
entiers et 0,5
les décimales peuvent également être produites
selon les besoins du client.
Le délai de livraison est généralement de 2 à 3 jours
Mode d'emploi
Paramètres de traitement du forage à la pelle
Comment utiliser les porte-outils avec des diamètres de 8 fois et plus (idem pour les types verticaux et horizontaux)
1. Traitement des trous de guidage
Utilisez une tige d’outil courte avec le même diamètre que le trou profond pour créer un trou pilote au moins 2 fois plus profond que le diamètre.
Utilisez une lame avec un angle de pointe identique à celui d’un foret pour trous profonds, ou une lame avec un angle plus grand qu’un foret pour trous profonds.
2. Insertion du foret pour trous profonds
Réglez la vitesse de rotation à 50 tr/min au maximum, fixez l'avance à F = 300 mm/min, coupez le liquide de refroidissement et insérez le foret pour trou profond à 1 à 3 mm de l'extrémité du trou pilote dans les conditions ci-dessus.
3. Lors du traitement des trous borgnes
La vitesse et l'avance sont réglées à 100 % des valeurs recommandées. Veuillez vérifier l'état d'évacuation des copeaux et la charge de la machine-outil lors de l'usinage de trous profonds. N'utilisez pas la méthode d'avance segmentée pour l'usinage.
*S'il est impossible de briser les copeaux pendant l'usinage, veuillez utiliser l'usinage segmenté. Pour l'alimentation par sections, commencez par 4 mm et augmentez progressivement la longueur de l'usinage.
*Si la charge de la machine-outil change radicalement, cela peut être dû à un blocage des copeaux. Pour éviter d'endommager le foret, veuillez interrompre l'usinage et vérifier les conditions de coupe et la forme de la lame.
4. Pendant le traitement des trous traversants (immédiatement avant l'ouverture)
Avant d'exposer la pointe du foret, réglez la vitesse S à 50 % de la valeur recommandée et l'avance F à 75 % de la valeur recommandée.
Si l'ouverture est un trou oblique, veuillez effectuer les mêmes réglages que ci-dessus avant d'exposer une partie du foret.
Le tranchant du foret doit être exposé d'au moins 3 mm avant que le foret puisse être retiré.
5. Comment retirer le foret
Lorsque le foret est retiré, la vitesse de rotation est réglée à 50 tr/min au maximum
Précautions pour le processus de traitement des trous profonds
*Assurez-vous de percer des trous pilotes 1D-2D lorsque vous utilisez une barre d'outils de forage à pelle d'un diamètre de 8 fois ou plus.
*Veuillez utiliser autant de liquide de refroidissement que possible.
En cas de vibrations pendant la coupe, les boulons peuvent se desserrer.
Au début, veuillez vérifier le serrage des boulons.
Foret à bêche Mohs (nécessite une bague de refroidissement)
Précautions d'emploi d'une perceuse à bêche
1. Veuillez serrer les boulons de serrage de la lame uniformément à gauche et à droite
2. Ne touchez pas la pointe du couteau lors de la préparation du travail
3. Veuillez vous référer au tableau des paramètres de traitement de la perceuse à bêche pour confirmer que la vitesse de coupe et l'avance de coupe verticale et horizontale sont les mêmes.
Utilisez une tige d'outil courte pour usiner le trou pilote et utilisez le même insert que la tige d'outil de diamètre 8x et supérieur pour confirmer l'élimination des copeaux
Insérez le trou pilote dans le trou pilote avec une barre à outils d'un diamètre 8 fois ou plus et du même diamètre que le foret du trou pilote, faites tourner à basse vitesse et avancez rapidement pour commencer le refroidissement.
Effectuez une rotation de coupe de 1 à 2 mm à l'avance et commencez la coupe.
Lors de la découpe et du déchargement, confirmez le tableau de charge de l'équipement mécanique et effectuez la découpe en même temps.
La rotation à basse vitesse et l'avance rapide reviennent à la position d'origine (voir la photo ci-dessous)
Précautions pour le processus de traitement des trous profonds
*Assurez-vous de percer des trous pilotes 1D-2D lorsque vous utilisez une barre d'outils de forage à pelle d'un diamètre de 8 fois ou plus.
*Veuillez utiliser autant de liquide de refroidissement que possible.
En cas de vibrations pendant la coupe, les boulons peuvent se desserrer.
Au début, veuillez vérifier le serrage des boulons.
Détails du produit