Produkteinführung
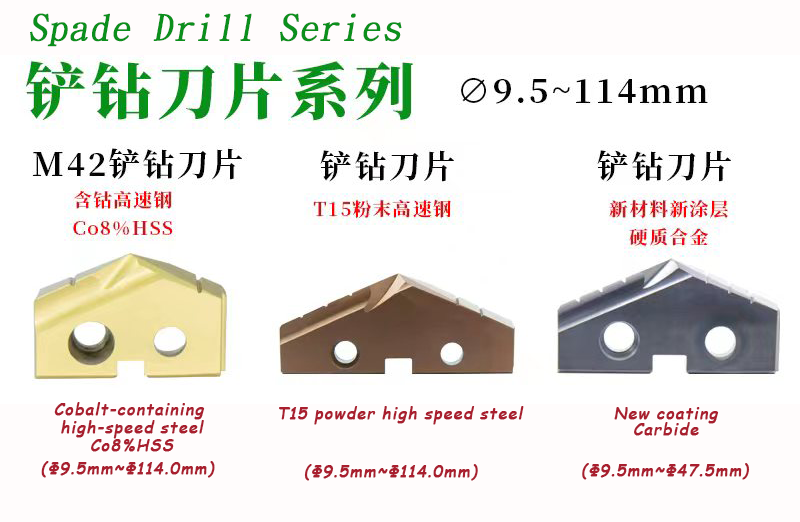
Spatenbohrer-Einsätze
Wählen Sie bei der Bearbeitung von Werkstücken aus unterschiedlichen Materialien Spatbohrer aus unterschiedlichen Materialien zur Bearbeitung aus.
Das Material des Spatenbohrereinsatzes wird unterteilt in
1. Hartmetall (Φ9,5 mm ~ Φ47,5 mm) nimmt Balzers-Beschichtung an
2. Pulverförmiger Schnellarbeitsstahl (Φ9,5 mm ~ Φ114,0 mm)
3. Kobalthaltiger Schnellarbeitsstahl (Φ9,5 mm ~ Φ114,0 mm)
Wählen Sie bei der Bearbeitung von Werkstücken aus unterschiedlichen Materialien Spatbohrer aus unterschiedlichen Materialien zur Bearbeitung aus.
Das Material des Spatenbohrereinsatzes wird unterteilt in
1. Hartmetall (Φ9,5 mm ~ Φ47,5 mm) nimmt Balzers-Beschichtung an
2. Pulverförmiger Schnellarbeitsstahl (Φ9,5 mm ~ Φ114,0 mm)
3. Kobalthaltiger Schnellarbeitsstahl (Φ9,5 mm ~ Φ114,0 mm)
Auf demselben Spatenbohrerdorn können Einsätze aus drei Materialien mit gleichem Durchmesser montiert werden.
Dadurch können die Anschaffungskosten des Werkzeughalters für den Kunden erheblich gesenkt werden.
Dadurch können die Anschaffungskosten des Werkzeughalters für den Kunden erheblich gesenkt werden.
1. Es wird empfohlen, für Vertikalbohrer und Radialbohrer Schnellarbeitsstahl und pulverisierte Schnellarbeitsstahleinsätze zu verwenden.
Es wird nicht empfohlen, Hartmetalleinsätze zu verwenden. Die Geschwindigkeit der Werkzeugmaschine ist niedrig, die Steifigkeit schlecht und der Spalt groß, was leicht dazu führen kann, dass der Hartmetalleinsatz springt.
2. Alle Spatenbohrer-Werkzeughalter verfügen über einen zentralen Wasserauslass. Es wird empfohlen, so oft wie möglich Hochdruck-Innenkühlmittel zu verwenden. Dies verlängert die Lebensdauer des Einsatzes erheblich und erleichtert die Spanabfuhr.
3. Alle Spatenbohrereinsätze sind mit Spanbrechern ausgestattet und die verarbeiteten Eisenspäne sind alle kleine Späne. Im Vergleich zu den langen Spänen, die von herkömmlichen Spiralbohrern verarbeitet werden, lassen sich kleine Späne leichter entfernen, ohne dass sie zurückgezogen werden müssen, um die Späne zu brechen. Sie können nach unten geschlagen werden, um die Verarbeitungszeit zu verkürzen und die Verarbeitungseffizienz zu verbessern.
4. Der Spatenbohrereinsatz verfügt über eine selbstzentrierende Funktion und die zweischneidigen Einsätze übertragen eine symmetrische und gleichmäßige Kraft, sodass er sich für die Bearbeitung tiefer Löcher eignet.
Berechnung der Verarbeitungsparameter für Spatenbohrungen
Die lineare Geschwindigkeit der gebohrten Schnellarbeitsstahl- und pulverisierten Schnellarbeitsstahl-Einsätze beträgt 20–40 Meter.
Die lineare Geschwindigkeit des Hartmetalleinsatzes beträgt 50–60 Meter und der Vorschub pro Umdrehung des Spatenbohreinsatzes kann 0,1–0,6 mm pro Umdrehung erreichen.
Die lineare Geschwindigkeit der gebohrten Schnellarbeitsstahl- und pulverisierten Schnellarbeitsstahl-Einsätze beträgt 20–40 Meter.
Die lineare Geschwindigkeit des Hartmetalleinsatzes beträgt 50–60 Meter und der Vorschub pro Umdrehung des Spatenbohreinsatzes kann 0,1–0,6 mm pro Umdrehung erreichen.
A. Die Formel zur Berechnung der Bohrgeschwindigkeit lautet: S=VC*1000/3,14/Dc
(S ist die Rotationsgeschwindigkeit, Vc ist die Lineargeschwindigkeit und Dc ist der Einsatzdurchmesser)
B. Die Formel zur Berechnung des Futters lautet: Vf=Fr*S
(Vf ist der Vorschub, Fr ist der Vorschub pro Bohrer, S ist die Drehzahl)
Die Formel für die C-Verarbeitungszeit lautet: Tc=H/Vf*60
(Tc ist die Bearbeitungszeit, H ist die Lochtiefe, Vf ist der Vorschub)
(S ist die Rotationsgeschwindigkeit, Vc ist die Lineargeschwindigkeit und Dc ist der Einsatzdurchmesser)
B. Die Formel zur Berechnung des Futters lautet: Vf=Fr*S
(Vf ist der Vorschub, Fr ist der Vorschub pro Bohrer, S ist die Drehzahl)
Die Formel für die C-Verarbeitungszeit lautet: Tc=H/Vf*60
(Tc ist die Bearbeitungszeit, H ist die Lochtiefe, Vf ist der Vorschub)
Beispiele für die Berechnung von Geschwindigkeit und Vorschub
Bearbeitungsdurchmesser 20mm, Tiefe 100mm,
Wählen Sie pulverisierte Einsätze aus Schnellarbeitsstahl, und die Lineargeschwindigkeit wird mit 40 Metern berechnet.
S=40*1000/3.14/20=636 (empfohlene Bohrgeschwindigkeit pro Minute ist
F600-650 oder so)
Vf=0,2*636=127 (empfohlener Vorschub pro Minute ist S110-130
um)
Tc=100/127*60=47 (Verarbeitungszeit beträgt etwa 50 Sekunden)
Bearbeitungsdurchmesser 20mm, Tiefe 100mm,
Wählen Sie pulverisierte Einsätze aus Schnellarbeitsstahl, und die Lineargeschwindigkeit wird mit 40 Metern berechnet.
S=40*1000/3.14/20=636 (empfohlene Bohrgeschwindigkeit pro Minute ist
F600-650 oder so)
Vf=0,2*636=127 (empfohlener Vorschub pro Minute ist S110-130
um)
Tc=100/127*60=47 (Verarbeitungszeit beträgt etwa 50 Sekunden)
Vorsichtsmaßnahmen für die Anwendung
1. Bei Verwendung eines Spatenbohrers muss ein zentraler Wasserauslass vorhanden sein, der sich positiv auf die Lebensdauer des Werkzeugs auswirkt und für eine bessere Spanabfuhr sorgt.
2. Wenn Sie das Werkzeug zum ersten Mal verwenden, wird empfohlen, die Parameter um 10–15 % zu senken, wenn Sie das Werkzeug gerade öffnen und das Durchbohren vorbereiten.
3. Wenn die Länge 8D überschreitet, muss vor der Verwendung ein Pilotloch mit demselben Durchmesser vorgebohrt werden. Die Tiefe des Pilotlochs beträgt das 1- bis 2-fache des Lochdurchmessers, wodurch das Problem der Bohrerabweichung erheblich verringert werden kann.
4. Die gebohrte Eisenschlacke hat im Allgemeinen die Form von Fragmenten. Achten Sie während der Verarbeitung auf den Klang und die Form der Eisenschlacke. Wenn Streifen aus Eisenschlacke auftreten, müssen die Nutzungsparameter rechtzeitig angepasst werden.
5. Wenn Sie ein Durchgangsloch bearbeiten, ziehen Sie das Werkzeug zurück, wenn das Loch gebohrt ist. Achten Sie darauf, den Einsatz nicht vollständig aus dem Loch herauszuziehen, um Schäden zu vermeiden, die durch den Einsatz verursacht werden, der beim Zurückziehen auf das Werkstück trifft.
1. Bei Verwendung eines Spatenbohrers muss ein zentraler Wasserauslass vorhanden sein, der sich positiv auf die Lebensdauer des Werkzeugs auswirkt und für eine bessere Spanabfuhr sorgt.
2. Wenn Sie das Werkzeug zum ersten Mal verwenden, wird empfohlen, die Parameter um 10–15 % zu senken, wenn Sie das Werkzeug gerade öffnen und das Durchbohren vorbereiten.
3. Wenn die Länge 8D überschreitet, muss vor der Verwendung ein Pilotloch mit demselben Durchmesser vorgebohrt werden. Die Tiefe des Pilotlochs beträgt das 1- bis 2-fache des Lochdurchmessers, wodurch das Problem der Bohrerabweichung erheblich verringert werden kann.
4. Die gebohrte Eisenschlacke hat im Allgemeinen die Form von Fragmenten. Achten Sie während der Verarbeitung auf den Klang und die Form der Eisenschlacke. Wenn Streifen aus Eisenschlacke auftreten, müssen die Nutzungsparameter rechtzeitig angepasst werden.
5. Wenn Sie ein Durchgangsloch bearbeiten, ziehen Sie das Werkzeug zurück, wenn das Loch gebohrt ist. Achten Sie darauf, den Einsatz nicht vollständig aus dem Loch herauszuziehen, um Schäden zu vermeiden, die durch den Einsatz verursacht werden, der beim Zurückziehen auf das Werkstück trifft.
Produktdetails