Wesentliche Details
Versand:Express, Luft, Land, See
Spezifikationsnummer:CR00~00-00-C00
Produkteinführung
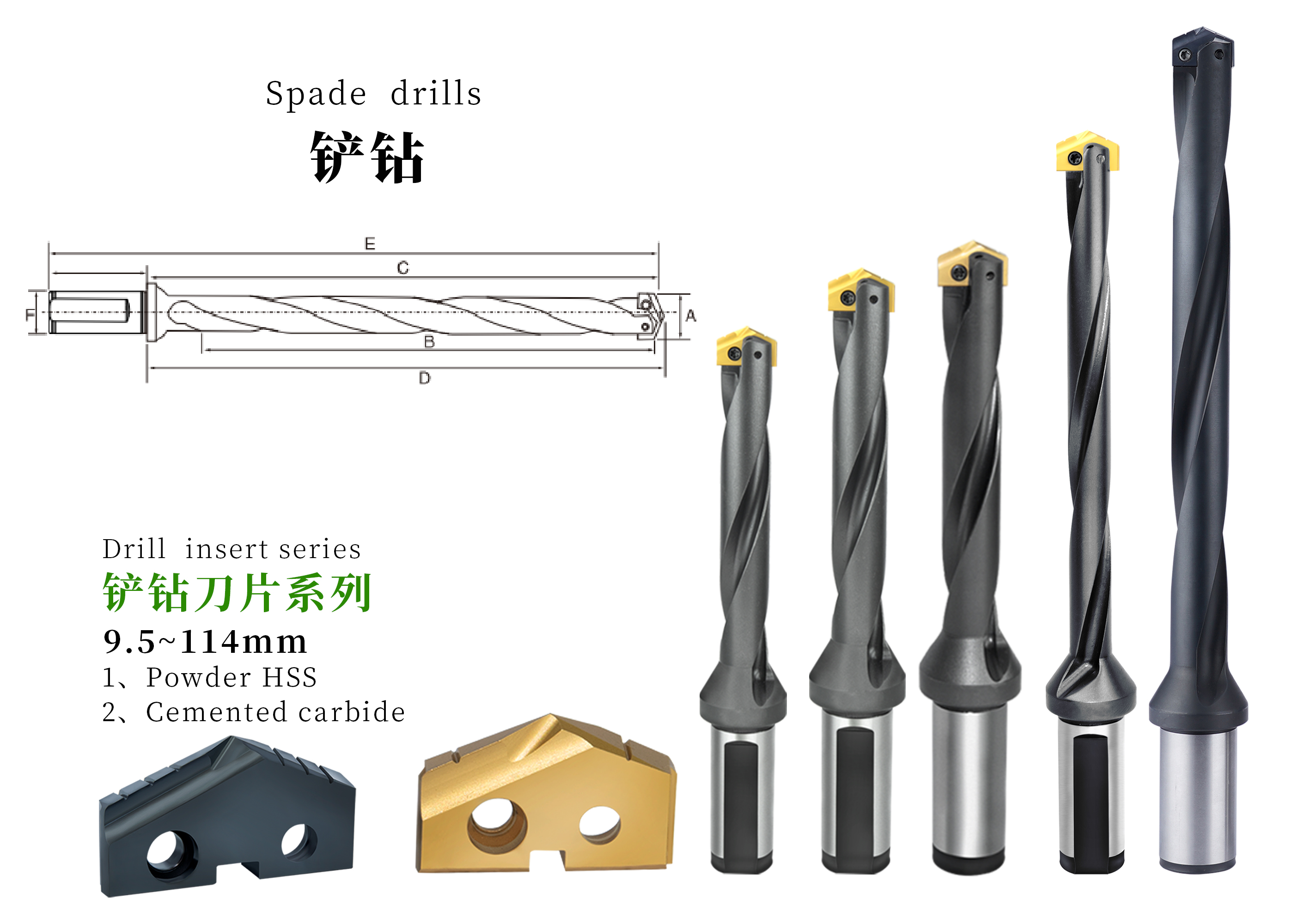
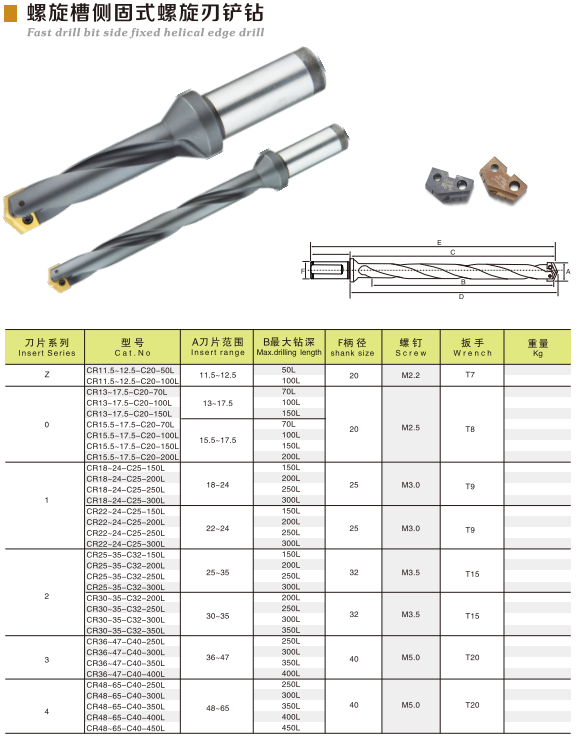
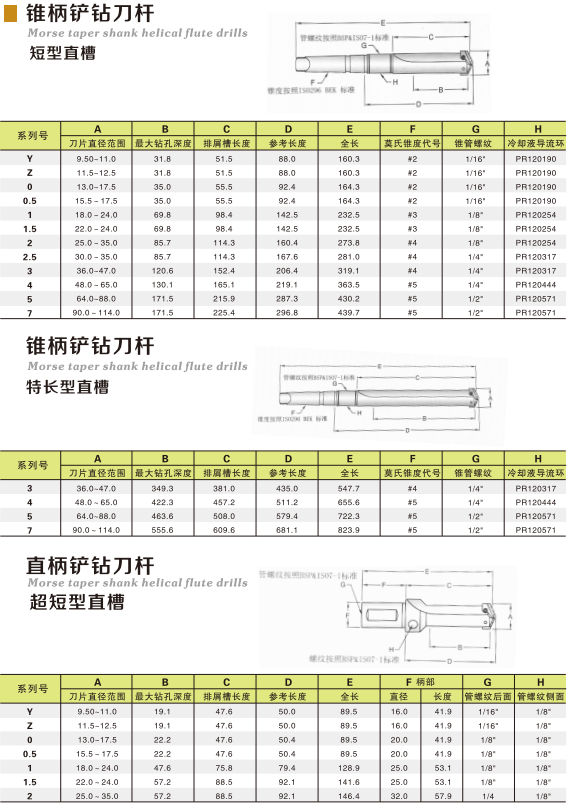
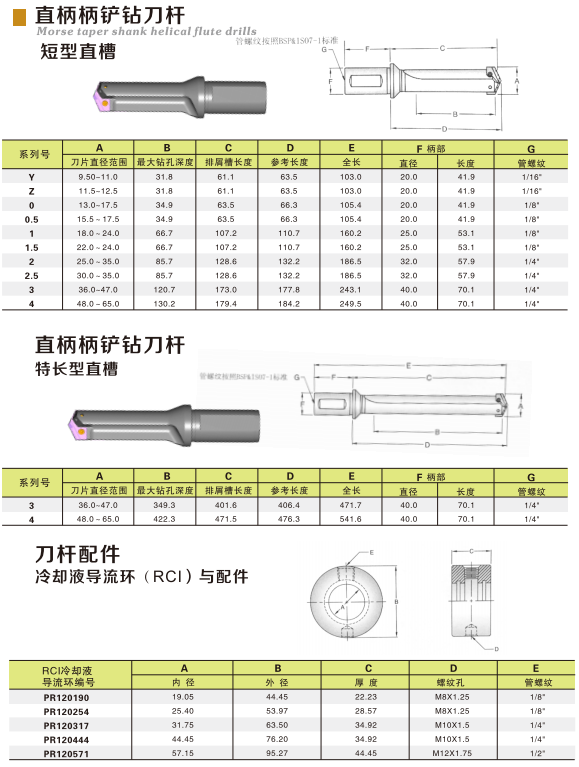
Spatenbohrerhalter
Durchmesserbereich: ø9,5 mm~~ø114 mm
Effektive Länge:
50/70/100/150/200/250/300/
350/400/450/500 mm
Das Design der Wendeschneidplatte ist für die Tieflochbearbeitung geeignet.
Das spiralförmige Design der Wendeschneidplatte und der zentrale Wasserauslass (Innenkühlung) optimieren die Spanabfuhrfunktion.
Ein einzelner Werkzeughalter kann mit mehreren Wendeschneidplattenspezifikationen verwendet werden, was wirtschaftlich ist.
*Die Länge der Werkzeugleiste kann je nach Verarbeitungsbedarf angepasst werden.
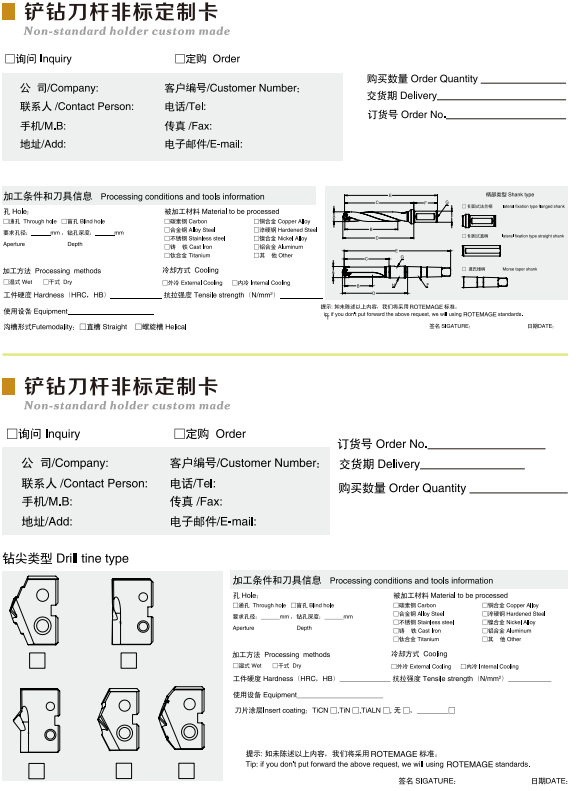
Spatenbohrereinsatzform Rohling
Konventionelle Produktion unter 48 MM
(einschließlich 48 MM)
Herkömmliche Einsätze erzeugen
ganze Zahlen und 0,5
Dezimalzahlen können auch erzeugt werden
nach Kundenwunsch.
Die Lieferzeit beträgt in der Regel 2-3 Tage
Durchmesserbereich: ø9,5 mm~~ø114 mm
Effektive Länge:
50/70/100/150/200/250/300/
350/400/450/500 mm
Das Design der Wendeschneidplatte ist für die Tieflochbearbeitung geeignet.
Das spiralförmige Design der Wendeschneidplatte und der zentrale Wasserauslass (Innenkühlung) optimieren die Spanabfuhrfunktion.
Ein einzelner Werkzeughalter kann mit mehreren Wendeschneidplattenspezifikationen verwendet werden, was wirtschaftlich ist.
*Die Länge der Werkzeugleiste kann je nach Verarbeitungsbedarf angepasst werden.
Spatenbohrereinsatzform Rohling
Konventionelle Produktion unter 48 MM
(einschließlich 48 MM)
Herkömmliche Einsätze erzeugen
ganze Zahlen und 0,5
Dezimalzahlen können auch erzeugt werden
nach Kundenwunsch.
Die Lieferzeit beträgt in der Regel 2-3 Tage
Gebrauchsanweisung
Parameter für die Verarbeitung von Schaufelbohrungen
So verwenden Sie Werkzeughalter mit einem Durchmesser von 8x und mehr (dasselbe gilt für vertikale und horizontale Typen)
1. Führungslochbearbeitung
Verwenden Sie einen kurzen Werkzeugschaft mit dem gleichen Durchmesser wie das tiefe Loch, um ein Pilotloch zu erstellen, das mindestens doppelt so tief ist wie der Durchmesser.
Verwenden Sie eine Klinge mit einem Spitzenwinkel, der dem eines Tieflochbohrers entspricht, oder eine Klinge mit einem größeren Winkel als ein Tieflochbohrer.
2. Einsetzen des Tieflochbohrers
Stellen Sie die Drehzahl auf höchstens 50 U/min ein, fixieren Sie den Vorschub auf F = 300 mm/min, schalten Sie das Kühlmittel ab und setzen Sie den Tieflochbohrer unter den oben genannten Bedingungen 1–3 mm vom Ende des Pilotlochs entfernt ein.
3. Bei der Bearbeitung von Sacklöchern
Drehzahl und Vorschub sind auf 100 % der empfohlenen Werte eingestellt. Bitte überprüfen Sie den Spanabfuhrstatus und die Auslastung der Werkzeugmaschine während der Tieflochbearbeitung. Bitte verwenden Sie keine segmentierte Vorschubmethode für die Bearbeitung.
*Wenn es nicht möglich ist, die Späne während der eigentlichen Bearbeitung zu brechen, verwenden Sie bitte eine segmentierte Bearbeitung. Beginnen Sie beim Zuführen in Abschnitten mit 4 mm und erhöhen Sie die Länge der Abschnittsbearbeitung schrittweise.
* Ändert sich die Belastung der Werkzeugmaschine drastisch, kann dies an einer Spanblockade liegen. Um eine Beschädigung des Bohrers zu vermeiden, unterbrechen Sie bitte die Bearbeitung und überprüfen Sie die Schnittbedingungen und die Blattform.
4. Während der Durchkontaktierung (unmittelbar vor dem Öffnen)
Bevor die Bohrerspitze freiliegt, stellen Sie die Drehzahl S auf 50 % des empfohlenen Wertes und den Vorschub F auf 75 % des empfohlenen Wertes ein.
Handelt es sich bei der Öffnung um ein schräges Loch, nehmen Sie bitte die gleichen Einstellungen wie oben vor, bevor ein Teil des Bohrers freigelegt wird.
Die Schneide des Bohrers muss mindestens 3 mm freiliegen, bevor der Bohrer herausgezogen werden kann.
5. So ziehen Sie den Bohrer heraus
Beim Herausziehen des Bohrers ist die Drehzahl auf maximal 50 U/min eingestellt
Vorsichtsmaßnahmen für die Tieflochbearbeitung
* Achten Sie darauf, 1D-2D-Pilotlöcher zu bohren, wenn Sie eine Schaufelbohrwerkzeugstange mit einem Durchmesser von 8 oder mehr verwenden.
*Bitte verwenden Sie so viel Kühlmittel wie möglich.
Wenn beim Schneiden Vibrationen auftreten, kann es dazu kommen, dass sich die Schrauben lösen.
Bitte überprüfen Sie zu Beginn den festen Sitz der Schrauben.
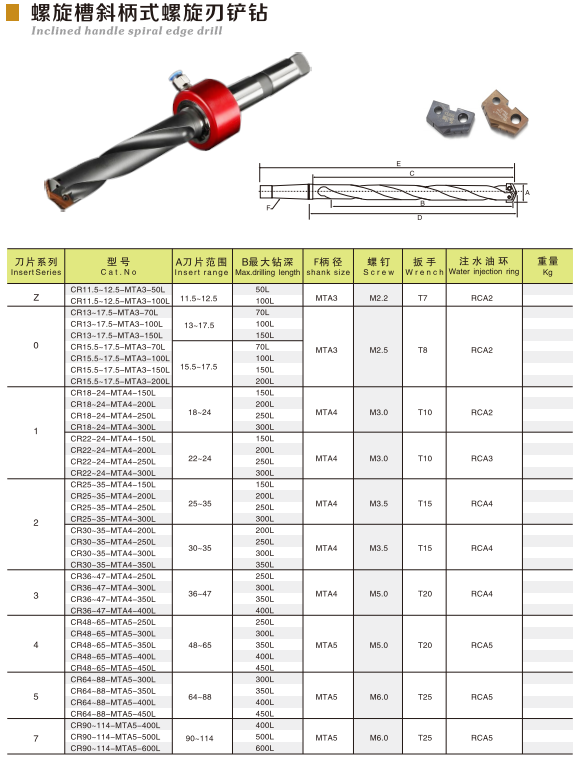
Mohs-Spatenbohrer (erfordert Kühlring)
Vorsichtsmaßnahmen bei der Verwendung eines Spatenbohrers
1. Ziehen Sie die Blattspannschrauben links und rechts gleichmäßig fest
2. Berühren Sie bei der Arbeitsvorbereitung nicht die Messerspitze
3. Bitte beachten Sie die Verarbeitungsparametertabelle des Spatenbohrers, um sicherzustellen, dass Schnittgeschwindigkeit und Schnittvorschub bei vertikalen und horizontalen Typen gleich sind.
Verwenden Sie einen kurzen Werkzeugschaft, um das Pilotloch zu bearbeiten, und verwenden Sie denselben Einsatz wie für den Werkzeugschaft mit 8x Durchmesser und mehr, um die Spanabfuhr zu gewährleisten.
Setzen Sie das Pilotloch mit einer Werkzeugstange ein, die mindestens den 8-fachen Durchmesser und den gleichen Durchmesser wie der Pilotlochbohrer hat, drehen Sie es mit niedriger Geschwindigkeit und führen Sie es schnell ein, um mit der Abkühlung zu beginnen
Führen Sie vorab eine Schnittdrehung von 1–2 mm durch und beginnen Sie mit dem Schneiden.
Beachten Sie beim Schneiden und Entladen die Belastungstabelle der mechanischen Ausrüstung und führen Sie gleichzeitig das Schneiden durch.
Bei langsamer Drehung und schneller Rückführung in die Ausgangsposition (siehe Foto unten)
Vorsichtsmaßnahmen für die Tieflochbearbeitung
* Achten Sie darauf, 1D-2D-Pilotlöcher zu bohren, wenn Sie eine Schaufelbohrwerkzeugstange mit einem Durchmesser von 8 oder mehr verwenden.
*Bitte verwenden Sie so viel Kühlmittel wie möglich.
Wenn beim Schneiden Vibrationen auftreten, kann es dazu kommen, dass sich die Schrauben lösen.
Bitte überprüfen Sie zu Beginn den festen Sitz der Schrauben.
Produktdetails